
 服务热线 : 0536-8168555 18663603999
服务热线 : 0536-8168555 18663603999

服务热线 : 0536-8168555 18663603999

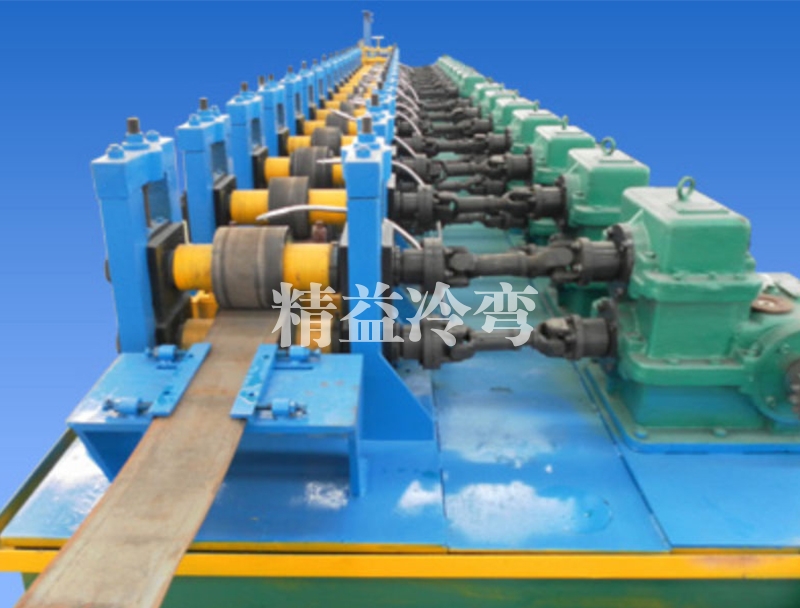
冷弯型材成型机
冷弯型材成型机是通过顺序配置的多道次成型轧辊,把卷材、带材等金属板带不断地进行横向弯曲,以制成特定断面型材的塑性加工工艺的机械。
解结的方法是
a:变形区中性层计算准确,变形区内用料计算准确,滚轮加工对称度好。
b:不变形区域尽量不受压(如滑轨底部),装配时上下滚轮各区域间 隙保持一致。
c:材料咬入前,应根据前道滚压状态,设置引导斜口,在稳定受压前,材料在滚内滑移平稳。
5、生产中弯曲扭曲的问题,主要是受力不平衡产生的,左右受力不平衡,左右弯曲,上下受力不平衡,产生扭曲。解决方法:设计受力均衡,加工准确,安装调整方便。
6、滚轮加工准确度是关键,为此,专门制作专用工具在投影仪下,放大20倍进行检测。
7、主传动边,采用滚子锥轴承,确保主轴径向跳动在0.04MM以内外,保证主轴不会左右窜动,普通球轴承自身存在间隙,在传动中不能避免轴向窜动。
冷弯机设备结构性能概述
1 放料机
放料机技术参数:
机架结构:悬臂式
板料宽度:小于600mm;
料卷内径:φ500mm;
膨胀方式:液压;
内径涨缩范围:ф400-500 mm;
料卷zui大外径:φ1300mm;
承载重量:≤2t
2冷弯成型主机配置
成型道次:根据客户需求定制
侧板形式:墙板式/排放式 (飞边、加工中心加工滑块和轴承孔)
侧板厚度:25mm
成型规格:按客户提供样板形状截面尺寸
传动方式:齿轮传动/齿轮箱传动/链轮传动
成型机架:方管、10#槽钢、钢板
轧制材质:冷板/镀锌板
轧制材质厚度:根据客户需求定制
开料尺寸:按客户提供样板形状截面尺寸
轧制工件长度:可调
生产速度:速度约0-16米/分钟
轧辊轴径:45-80mm (45#钢材调质精磨)
轧辊模具材质:40Cr或Cr12,淬火处理,HRC58-62°(处理后高精加工)
轴承:6207哈尔滨等
主传动电机:5.5KW(元泰)
减速机:K系列,硬齿面
主机规格:按客户需求确定
整机重量:6-22吨
3 切断方式
形式:液压直切
定长方式:旋转编码器自动侧长、直接输入长度,自动计量,自动剪切。
切断液压吨位:10吨
切断模具:每台机器1套
剪切长度公差:小于±0.5mm
结构特点:组合式,剪断口无毛边且刀具使用寿命长,更换快捷。
切刀材质:Cr12MoV,淬火处理,HRC58-62°
4 收料架:优质方管焊接
5 冷弯机电器控制系统
(1)整套设备运行由PLC自动化控制,变频调速,人机界面互动,更换规格、设定参数极为方便快捷。 操作方式有手动/自动两种。具有手动、自动切换功能:在手动状态下,能进行单机运行,方便调试与维修;在自动状态下,进行全线生自动生产运行,顺序启动;全线设有急停按钮,易于处理紧急事故,保证设备和操作人员安全。
(2) 机旁设有手动操作面板方便工人操作。


| 微信二维码 |
|
| 阿里二维码 |
|